产品描述
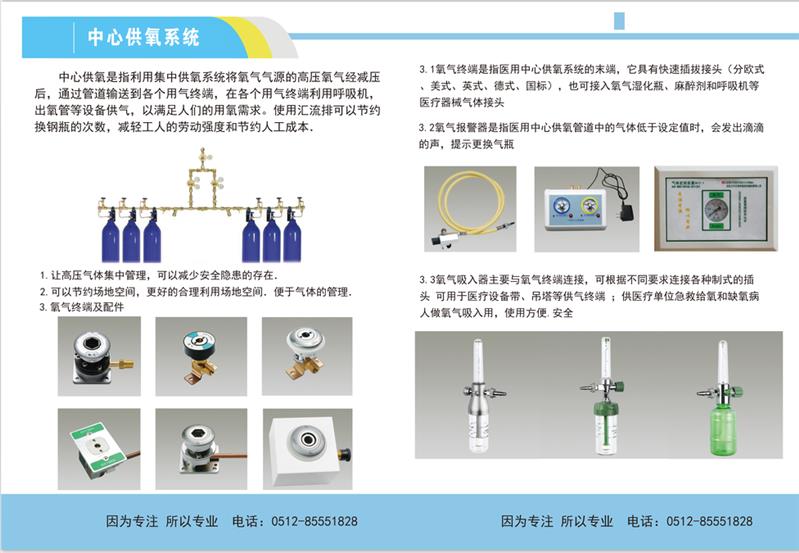
中心供氧系统供氧站内的供氧方式可选用制氧机、液氧储罐及汇流排供氧三种方式之一或其中两种方式组合。氧气汇流排系统设置了氧气欠压声光报警装置,供氧能够实现自动切换或手动切换。氧气稳压箱内采用双路设计,保证了各病区供氧的连续性。每个病区的护士站内设置的一台病区监测计量仪,能够自动检测各个病房供氧压力及用氧量,为成本核算提供了可靠的依据。输氧管路全部采用经过脱脂处理的无氧紫铜管或不锈钢管,且所有连接附件均采用氧气用品。 中心供氧是现代大部分采用的供氧方式,中心供氧系统的氧气源一般采用液氧、制氧机、汇流排三种方式,从经济角度来算,汇流排是比较经济的,故大部分中小型均采用汇流排作为中心供氧系统的氧气源,中心供氧系统的传输介质大部分采用脱脂紫铜管或者不锈钢管,铜管价格偏高,但施工方便,不锈钢管价格低,施工工期长。 氧气管道铺设进病房后和氧气终端连接,打开氧气开关,插上氧气湿化瓶,病人就可以随时吸氧了。
检修
检修的一般要求。
必须根据国家标准及有关工艺技术规程的规定进行操作、维护和检查。
凡与氧气接触的设备、管道、阀门及零部件,严禁沾染油脂。
操作、维护、检修氧气生产系统的人员、所用工具、工作服、手套等用品,严禁沾染油脂。
严格执行动火制度。在氧、氩的生产区及其设备和管道动火时,氧含量控制在18~23%范围内再动火。
进入充装氧气、氮气及氩气的设备、管道和容器内检修,须先切断气源,堵好盲板,再用空气置换内部气体,置换后气体含氧量应在18~23%,确认无危险后,方准工作人员在有人监护下进入。
容器、管道及设备的拆、装、清洗和脱脂。
容器、管道及设备严禁带压拆卸。
检修后,与氧气接触的设备及附属零部件,须进行脱脂。
脱脂后,设备管道施工应参照GBJ235—82《工业管道工程施工及验收规范》执行。
试压。
检修后整体或单体试压,应采用气压法,所用气体必须是无油、干燥的清洁空气或氮气,严禁用氧气试压。
试压应缓慢升压,且应有专人操作和监护,严禁超压。
应使用无脂皂液进行检漏。
用瓶装的高压气体作试压气源时,应减压。严禁不经减压直接送入容器或管道内。
气开关后经过短时间,房间氧气含量可达25%以上,达到理想效果,给予舒适富氧环境。
分布供氧方式:
纯度为90%以上的氧气充满分布供氧管路中,在每间房间的床头设有富氧呼吸接口,当觉得不适时可以直接在接口处接入吸氧面罩或吸氧管,直接呼吸富氧气体。吸氧同时可以看电视、学习、休息甚至睡觉。当不需要吸氧时直接拔掉吸氧器自动停止供氧。该系统可根据同时吸氧人数来设计。
供氧站内的供氧方式可选用制氧机、液氧储罐及汇流排供氧三种方式之一或其中两种方式组合。
· 氧气汇流排系统设置了氧气欠压声光报警装置,且可实现供氧的自动或手动切换。
· 氧气压稳压箱内采用双路设计,保证了各病区供氧的连续性。
· 每个病区的护士站内设置一台病区监测计量仪,自动监测各病区供氧压力及用氧量,为成本核算提供了可靠的依据。
· 输氧管路全部采用经过脱脂处理的无氧紫铜管或不锈铜管,且所有连接附件均采用氧气品。
工作原理
· 集中供氧系统主要用于病房、急救室、观察室和手术室等处的氧气供给。
中心供氧系统维护保养与其他
为了您的自动切换集中供气装置安全可靠地运行,请注意以下几点:
1、安装和换瓶时一定注意清洁,禁止灰尘杂物或油污进入装置。
2、各阀门的开启速度一定要缓慢。过快的开启速度使系统各部件有受到的压力冲击和高速气流冲刷,引起零件的损坏。
3、汇流排投入使用半年后应进行一次气密性试验检查,此后每年进行一次。这项工作应由有经验、有条件的单位进行。
4、自动切换集中供气装置上的压力表既是计量器具,又是报警信号发生器,应纳入当地计量行政管理部门或他们授权的单位的管理范围,一般相隔6-12个月应申报检定一次,具体的检定周期由当地计量部门规定。
5、供气装置上的阀门、减压器、报警系统电路板、声讯器、指示灯零件部件,虽然寿命周期较长,但为了保证其使用时可靠性,应根据其工作的频繁程度不同,每3-5年应全部例行更新一次。
一、设计应符合有关法规、标准规定
设计应符合1981年冶金部颁发的《钢铁企业氧气管网的若干规定》,以及《氧气及相关气体安全技术规程》(GB16912-1997)、《氧气站设计规范》(G030-91)等法规标准的要求。
1、碳素钢管中氧气的流速应符合下表。
碳素钢管中氧气的流速:
工作压力(MPa) ≤0.1 0.1~0.6 0.6~1.6 1.6~3.0
流速(m/s) 20 13 10 8
2、为防止着火,在氧气阀门后,均应连接一段其长度不少于5倍管径,且不少于1.5m的铜基合金或不锈钢的管道。
3、氧气管道应尽量少设弯头和分岔头,工作压力高于0.1MPa的氧气管道弯头,应采取冲压成阀型法兰制作。分岔头的气流方向,应与主管气流方向成45°到60°角。
4、在对焊凹凸法兰中,采用紫铜焊丝作O型密封圈,是氧气用法兰抗燃性可靠的密封形式。
5、氧气管道应有导电的良好装置,接地电阻应小于10Ω,法兰间电阻应小于0.03Ω。
6、车间内主要氧气管道的末端应加设放散管,以利氧气管道的吹扫和置换,在较长的氧气管道进入车间调节阀前,应设过滤器。
产品推荐